










-120x120.jpg)



























-120x120.jpg)















































-120x120.jpg)
-120x120.jpg)

-120x120.jpg)















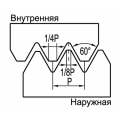
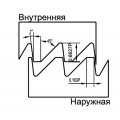
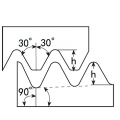
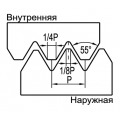
Круглая резьба API RD
Пластины для обработки резьбы

Важно! Данные режимы носят рекомендательный характер. Величина режимов зависит от многих факторов – жесткости закрепления заготовки, вылета заготовки и инструмента, состояния заготовки, материала заготовки, радиуса и размера пластины, жёсткости и мощности станка и т.д. Ориентируясь на рекомендуемые данные, исходя из ваших условий, опытным путем подбирайте оптимальные для производительности и стойкости инструмента режимы обработки.
| Пластина | Параметры | P | M | S | K | N | H |
| 16ER 10APIRD MS3015 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16ER 10APIRD MS3030 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16ER 10APIRD MS3050 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16ER 8APIRD MS3015 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16ER 8APIRD MS3030 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16ER 8APIRD MS3050 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 10APIRD MS3015 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 10APIRD MS3030 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 10APIRD MS3050 | Кол-во проходов | 8 | 8 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 8APIRD MS3015 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 8APIRD MS3030 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 | |||||
| 16IR 8APIRD MS3050 | Кол-во проходов | 10 | 10 | ||||
| Vc, м/мин | 70-160 | 50-100 |

")









